Cooling fans are critical components in 3D printers, responsible for managing the temperature of the extruded filament and the printer’s electronic components. Their primary function is to cool the molten plastic as it is deposited, ensuring it solidifies quickly and correctly before the next layer is applied.
This controlled cooling process is crucial for achieving high-quality prints, as it directly impacts layer adhesion, dimensional accuracy, surface finish, and overall structural integrity. Improper cooling is a common source of print failures, resulting in defects such as warping, sagging, and stringing.
Types of Cooling Fans
3D printers utilize several types of fans, each designed for a specific purpose:
Axial Fans
The most common type of fans push air parallel to their axis of rotation. They are primarily used for cooling the printer’s hotend (to prevent heat from traveling up the filament path) and for ventilating the mainboard and other electronics.
Radial Fans (Blower Fans)
These fans draw air in from the center and expel it at high pressure from an outlet on the side. This design creates a concentrated, powerful stream of air, making them ideal for part cooling—directly cooling the filament as it is extruded onto the print.
Cross-Flow Fans
Used mainly in enclosed 3D printers, these fans provide a wide, even sheet of airflow across the print chamber, helping to maintain a consistent ambient temperature.
Chip Coolers and Case Fans
These are smaller, specialized fans designed to cool specific electronic components like stepper motor drivers or power modules, preventing them from overheating.
Functionality and Impact on Print Quality
The effectiveness of a cooling fan has a direct and significant impact on the final print’s quality, both mechanically and aesthetically.
Temperature Control and Mechanical Performance
The core function of the part cooling fan is to manage the filament’s temperature after extrusion.
Preventing Sagging and Drooping
Without adequate cooling, molten filament on overhangs and bridges will droop under gravity before it has time to harden. A strong cooling fan solidifies these features in place, enabling the printing of complex geometries.
Preventing Warping and Curling
Conversely, if a filament is cooled too quickly or unevenly, it can shrink rapidly, causing the corners of the print to lift off the bed (warping) or the upper layers to curl.
This is especially problematic for materials with high thermal contraction, like ABS. Proper cooling management ensures a gradual temperature change, which improves layer adhesion and maintains the print’s dimensional accuracy.

Aesthetic Qualities and Surface Finish
Cooling also determines the final look and feel of a print. The rate of cooling affects the crystalline structure of the plastic, which influences its appearance.
Higher printing temperatures with less cooling tend to produce a smoother, glossier finish, while lower temperatures with aggressive cooling often result in a more matte appearance.
Effective cooling is also key to preventing surface blemishes, blobs, and stringing (fine strands of plastic between separate parts of the print), which occur when the nozzle is too hot and the filament isn’t cooled quickly enough.
Common Issues and Solutions
Understanding common cooling-related problems is key to successful 3D printing.
Sagging in Overhangs and Bridges
This is caused by insufficient cooling. The solution is to increase the part cooling fan speed to solidify the filament faster.
Curling or Corner Lifting (Warping)
This results from excessive or uneven cooling, causing the print to shrink and pull away from the bed. To fix this, reduce the cooling fan speed for the initial layers, use a heated print bed to keep the base warm, and, for sensitive materials, use an enclosure to maintain a stable ambient temperature.
Loss of Detail and Stringing
These issues are often caused by excess heat, causing the filament to ooze from the nozzle. The solution is to increase cooling, lower the printing temperature, and ensure retraction settings are properly calibrated.

Material-Specific Cooling Strategies
Different filaments have unique thermal properties and therefore require different cooling strategies.
Polylactic Acid (PLA)
Benefits greatly from aggressive cooling. It is common practice to run the part cooling fan at 100% speed after the first few layers. This allows for sharp details, clean overhangs, and excellent bridging.
Acrylonitrile Butadiene Styrene (ABS)
Requires a much more nuanced approach. ABS is prone to cracking and warping if cooled too quickly. It should be printed with the cooling fan turned off or at a very low speed (30-50%). Using a heated enclosure is highly recommended to keep the ambient temperature stable and prevent drafts.
Polyethylene Terephthalate Glycol (PTG)
Sits between PLA and ABS. It benefits from some cooling to reduce stringing and improve detail, but too much cooling can cause poor layer adhesion. Fan speeds typically range from 20% to 100%, depending on the specific geometry of the print.
Thermoplastic Polyurethane (TPU)
As a flexible filament, TPU is less dependent on cooling than rigid materials. However, some cooling can help manage its viscosity and reduce blobs or strings, especially on detailed prints.
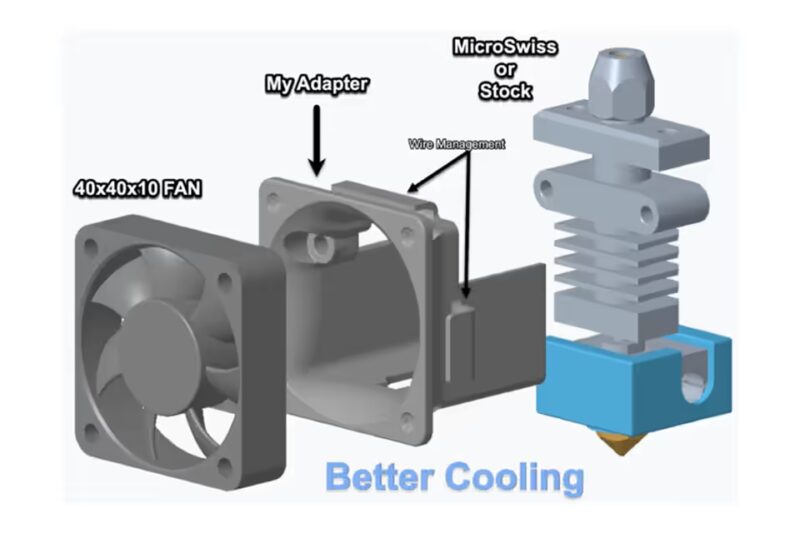
Maintenance and Upgrades
To ensure optimal performance, cooling fans require regular maintenance. Dust and debris can build up on the blades, reducing airflow and efficiency. Regularly cleaning the fans will maintain consistent cooling.
For users looking to improve performance, upgrading to higher-quality, more powerful fans can provide significant benefits, leading to better print quality, especially on complex models. Furthermore, when printing with materials that emit fumes, proper ventilation is essential for both print quality and user safety.