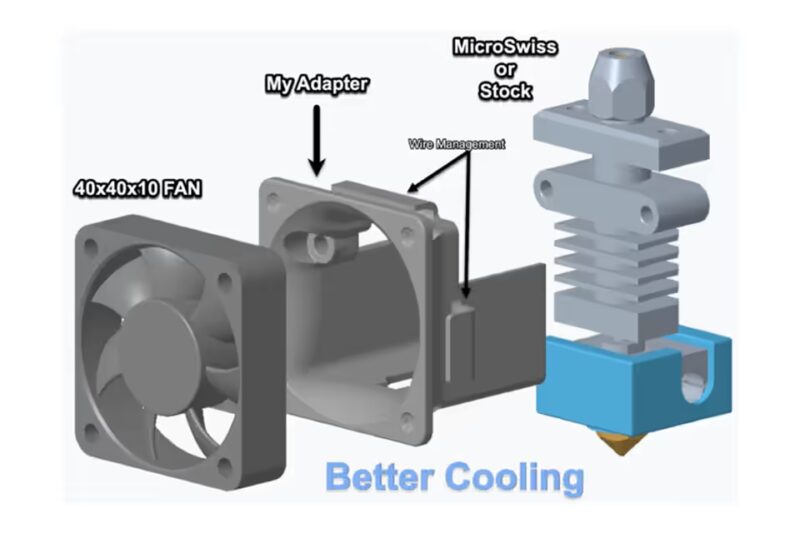
冷却ファンは3Dプリンターの重要なコンポーネントであり、押し出されたフィラメントとプリンターの電子部品の温度を管理する役割を担っています。その主な機能は、溶融したプラスチックが堆積される際に冷却し、次の層が適用される前に迅速かつ正確に固化させることです。
この制御された冷却プロセスは、層の接着、寸法精度、表面仕上げ、および全体的な構造的完全性に直接影響するため、高品質な印刷を実現するために不可欠です。不適切な冷却は、反り、たるみ、糸引きなどの欠陥を引き起こし、印刷失敗の一般的な原因となります。
Types of Cooling Fans
3Dプリンターでは、それぞれ特定の目的のために設計されたいくつかの種類のファンが利用されています。
Axial Fans
最も一般的なタイプのファンは、回転軸に平行に空気を押し出します。これらは主に、プリンターのホットエンドを冷却するため(熱がフィラメント経路を上昇するのを防ぐため)、およびメインボードやその他の電子機器を換気するために使用されます。
ラジアルファン(ブロワーファン)
これらのファンは、中央から空気を取り込み、側面にある排出口から高圧で排出します。この設計により、集中した強力な気流が生成され、部品冷却、つまりフィラメントが印刷物に押し出される際に直接冷却するのに理想的です。
クロスフローファン
主に密閉型3Dプリンターで使用されるこれらのファンは、印刷チャンバー全体にわたって広く均一な気流を提供し、一貫した周囲温度を維持するのに役立ちます。
チップクーラーとケースファン
これらは、ステッピングモータードライバーやパワーモジュールなどの特定の電子部品を冷却し、過熱を防ぐために設計された、より小型で特殊なファンです。
機能性と印刷品質への影響
冷却ファンの効果は、最終的なプリントの品質に、機械的にも美的にも直接的かつ大きな影響を与えます。
温度制御と機械的性能
パーツ冷却ファンの主要な機能は、押し出し後のフィラメントの温度を管理することです。
たるみや垂れ下がりを防ぐ
十分な冷却がないと、オーバーハングやブリッジ上の溶融したフィラメントは、硬化する前に重力で垂れ下がってしまいます。強力な冷却ファンはこれらの特徴をその場で固化させ、複雑な形状のプリントを可能にします。
反りやカールを防ぐ
逆に、フィラメントが急激に、または不均一に冷却されると、急速に収縮し、プリントの角がベッドから浮き上がったり(反り)、上層がカールしたりすることがあります。
これは、ABSのように熱収縮率が高い材料にとって特に問題となります。適切な冷却管理は、緩やかな温度変化を保証し、層間の密着性を向上させ、プリントの寸法精度を維持します。

美的品質と表面仕上げ
冷却は、プリントの最終的な見た目や手触りも決定します。冷却速度はプラスチックの結晶構造に影響を与え、それが外観に影響を及ぼします。
冷却が少ない高いプリント温度は、より滑らかで光沢のある仕上がりになる傾向があり、一方、積極的な冷却を伴う低い温度は、よりマットな外観になることが多いです。
効果的な冷却は、ノズルが熱すぎたり、フィラメントが十分に速く冷却されなかったりするときに発生する、表面の傷、塊、ストリング(プリントの別々の部分間にできる細いプラスチックの糸)を防ぐ上でも重要です。
一般的な問題と解決策
一般的な冷却関連の問題を理解することは、3Dプリントを成功させるための鍵です。
オーバーハングとブリッジのたるみ
これは冷却不足が原因です。解決策は、パーツ冷却ファンの速度を上げてフィラメントをより速く固化させることです。
カールまたは角の浮き(反り)
これは過剰な冷却または不均一な冷却によって引き起こされ、プリントが収縮してベッドから剥がれる原因となります。これを修正するには、初期層の冷却ファン速度を下げ、加熱されたプリントベッドを使用してベースを暖かく保ち、デリケートな材料の場合は、安定した周囲温度を維持するためにエンクロージャーを使用します。
ディテールの損失と糸引き
これらの問題は、過剰な熱によってフィラメントがノズルから漏れ出すことが原因で発生することがよくあります。解決策としては、冷却を強化し、印刷温度を下げ、リトラクション設定が適切に調整されていることを確認することです。

材料ごとの冷却戦略
異なるフィラメントは独自の熱特性を持つため、異なる冷却戦略が必要です。
ポリ乳酸 (PLA)
積極的な冷却から大きな恩恵を受けます。最初の数層の後、パーツ冷却ファンを100%の速度で稼働させるのが一般的です。これにより、シャープなディテール、きれいなオーバーハング、優れたブリッジングが可能になります。
アクリロニトリル・ブタジエン・スチレン (ABS)
はるかに繊細なアプローチが必要です。ABSは、急速に冷却されるとひび割れや反りが発生しやすいです。冷却ファンをオフにするか、非常に低い速度(30-50%)で印刷する必要があります。周囲温度を安定させ、ドラフトを防ぐために、加熱されたエンクロージャーの使用を強くお勧めします。
ポリエチレンテレフタレートグリコール (PETG))
PLAとABSの中間に位置します。糸引きを減らし、ディテールを改善するためにある程度の冷却から恩恵を受けますが、冷却しすぎると層間接着が悪くなる可能性があります。ファンの速度は、印刷の特定の形状に応じて、通常20%から100%の範囲です。
熱可塑性ポリウレタン (TPU)
柔軟なフィラメントとして、TPUは硬質材料よりも冷却への依存度が低いです。ただし、特に詳細な印刷では、ある程度の冷却が粘度を管理し、塊や糸引きを減らすのに役立ちます。
メンテナンスとアップグレード
最適な性能を確保するために、冷却ファンは定期的なメンテナンスが必要です。ブレードにほこりやゴミが蓄積すると、エアフローと効率が低下します。ファンを定期的に清掃することで、一貫した冷却を維持できます。
性能向上を目指すユーザーにとって、より高品質で強力なファンへのアップグレードは、特に複雑なモデルにおいて、より良い印刷品質につながる大きなメリットをもたらします。さらに、ヒュームを放出する材料で印刷する場合、適切な換気は印刷品質とユーザーの安全の両方にとって不可欠です。